Seamless steel pipes, often called the "lifelines" of the industrial world, underpin critical sectors like oil, gas, and power generation due to their superior pressure resistance and uniformity. The fundamental difference between a seamless pipe and a welded pipe is the absence of a seam. This characteristic is born out of a precise and sophisticated seamless pipe manufacturing process that transforms a solid steel billet into a high-quality finished tube. For a complete understanding of the full scope of standards, grades, and applications, please refer to The Complete Guide to Seamless Steel Pipes.
This article provides an in-depth breakdown of the complete manufacturing journey, from the raw billet to the final inspected tube, revealing the technical secrets behind the pipe's high strength and reliability.
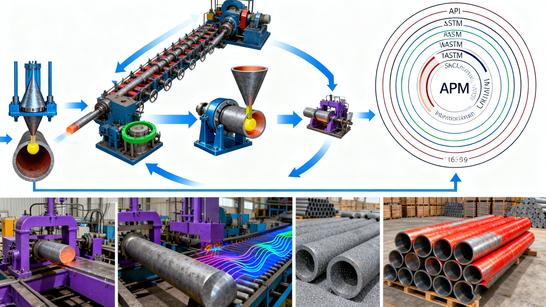
Phase 1: Hot Working – The Foundation of the Tube
The core of the seamless pipe manufacturing process is piercing, the vital step that converts a solid steel bar into a hollow shell.
1. Billet Preparation
The process begins with selecting high-quality solid round steel billets. Before entering the production line, the billets are inspected, cleaned, and cut to precise lengths to ensure dimensional accuracy and eliminate surface imperfections.
2. Heating and Piercing (The Piercing Mill)
This is the most iconic step in the production of seamless steel pipe:
-
Heating: The billets are fed into a rotary hearth furnace, where they are uniformly heated to a forging temperature, typically between $1200^\circ\text{C}$ and $1300^\circ\text{C}$, achieving optimal plasticity.
-
Piercing: The glowing hot billet enters the piercing mill, often utilizing the Mannesmann rotary piercing process. Two high-speed rotating rolls, set at opposing angles, force the billet over a fixed, conical piercing plug. The combined compressive and tensile stresses create a central cavity, transforming the solid billet into a thick-walled hollow tube, known as the "mother tube."
[Image Suggestion]: Include a diagram illustrating the piercing mill operation, showing the angled rolls and the plug penetrating the solid billet.
3. Rolling and Elongation
The pierced mother tube is large and has non-uniform wall thickness. It must be further rolled to reduce its Outer Diameter (OD) and Wall Thickness (WT).
-
Hot Rolling: The tube passes through a mandrel mill or a plug mill, utilizing a combination of external rolls and an internal mandrel to continuously reduce the dimensions until it is close to the required final size.
-
Sizing or Reducing: The tube is then sent through a sizing mill or a tension reducing mill (stretch reducer). This step fine-tunes the external diameter and further improves the uniformity of the wall thickness.
At this point, the manufacturing of a hot rolled seamless pipe is essentially complete.
Phase 2: Cold Working – For Precision and Finish
If the end product requires high precision, thinner walls, or superior surface quality—such as tubes for hydraulic systems—the pipe undergoes cold working.
4. Cold Drawing or Cold Rolling
The hot-rolled tubes (known as "hollows") are acid pickled to remove scale and then processed at room temperature (below the steel’s recrystallization point):
-
Cold Drawing: The tube is pulled through a hardened steel die, often with an internal mandrel controlling the inner diameter. This tensile process reduces the OD, WT, and significantly improves dimensional accuracy and surface finish.
-
Cold Rolling: A specialized cold pilger mill uses external rolls to repeatedly compress the tube against an internal mandrel, achieving dimensional reduction with exceptional precision.
[Internal Link Anchor]: For a detailed comparison of properties and applications, see: 【锚点+Hot Rolled vs Cold Drawn Seamless Pipes: Key Differences and Selection Guide】
Phase 3: Heat Treatment and Final Inspection
To relieve processing stresses, refine the microstructure, and ensure the required mechanical properties, the tubes undergo mandatory heat treatment and rigorous testing.
5. Heat Treatment
The pipe is subjected to controlled heating and cooling cycles to optimize its grain structure and mechanical performance. Common treatments include:
-
Normalizing: To improve uniformity and strength.
-
Annealing: To remove internal stresses and increase ductility for further manipulation.
-
Quenching and Tempering: For specific high-strength grades used in demanding applications.
[Internal Link Anchor]: Discover how these processes impact pipe strength and service life: 【锚点+Heat Treatment in Seamless Pipe Production: Normalizing, Annealing, and Quenching】
6. Final Finishing and Testing
This is the quality gateway, ensuring every seamless pipe meets strict standards like API 5L or ASTM A106.
-
Straightening: A straightening machine removes any curvature caused during the rolling process.
-
Cutting and Beveling: The pipes are cut to ordered lengths, and the ends are often beveled for welding preparation.
-
Non-Destructive Testing (NDT): Methods like ultrasonic testing, eddy current, and magnetic particle inspection are used to perform $100\%$ surface and internal defect detection.
-
Hydrostatic Testing: The pipe is filled with water and pressurized to a specified level to verify its structural integrity and leak resistance.
[Internal Link Anchor]: Learn about our defect detection capabilities: 【锚点+Non-Destructive Testing (NDT) Methods for Seamless Pipes】
The Hebei Cangtie Commitment
As a professional seamless steel pipe manufacturer, Hebei Cangtie maintains strict quality control at every stage, from the initial billet inspection to the final NDT. Our advanced piercing mill technology and rigorous adherence to standards ensure that every batch of pipes offers outstanding dimensional accuracy, wall thickness uniformity, and reliable mechanical performance to meet the demanding specifications of global oil, gas, and structural projects. To get a full breakdown of the material grades, inspection details, and global market trends, Click Here for the Ultimate Seamless Pipe Guide.