I. Introduction: Decoding Seamless Pipes—The Unsung Hero of Industrial Integrity
The Seamless Advantage: Why Zero Welds Mean Superior Performance
In the world of critical infrastructure, few components bear as much responsibility as the seamless pipe. As a foundational component in the oil and gas, petrochemical, power generation, and heavy equipment sectors, its reliability is non-negotiable.
A seamless pipe is, by definition, a metal tube without a longitudinal or transverse weld joint. It is produced from a solid steel billet, which is heated and then pierced to create a hollow shell. This method ensures material continuity and structural uniformity throughout the tube's body.
Key Distinction: Seamless vs. Welded Pipes
| Feature | Seamless Pipe (SMLS) | Welded Pipe (ERW/LSAW) |
| Manufacturing | Pierced from a solid billet | Formed from a sheet/strip and welded |
| Stress Points | Uniform material strength, no weld-seam weakness | Weld seam is often a potential point of failure |
| Pressure Rating | Higher, ideal for high-pressure and high-temperature services (e.g., boilers) | Generally lower, suitable for lower-pressure fluid conveyance |
| Cost & Availability | Higher cost, more complex manufacturing | Lower cost, wider range of sizes/easier production |
The superiority of the seamless pipe lies in its ability to handle extreme internal and external pressures without risk of seam failure. This makes it the only viable choice for applications where public safety, environmental protection, and operational continuity are paramount.
This comprehensive resource is designed to serve as your ultimate reference, moving beyond basic specifications to offer clarity on the processes, materials, and crucial application considerations that determine the longevity and safety of your operations.
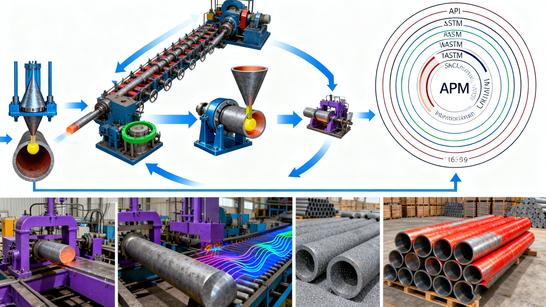
II. Manufacturing Excellence: The Journey from Billet to Pipe
The creation of a seamless pipe is a high-precision, multi-stage process that leverages intense heat and mechanical force. Understanding the manufacturing route is crucial, as the chosen method dictates the final pipe properties, surface finish, and dimensional accuracy.
2.1. The Hot Working Foundation: Heating and Piercing
The seamless pipe journey begins with a solid, high-quality steel billet (often a round bar), which is rigorously inspected for internal flaws.
-
Heating: The billet is heated uniformly in a rotary hearth furnace to temperatures exceeding
(above the steel's recrystallization temperature).
-
Rotary Piercing (The Mannesmann Process): This is the most critical step. The superheated billet is fed into a rotary piercing mill, where it is simultaneously pushed between two barrel-shaped rolls (set at an angle) and over a sharp, pointed mandrel. The angled rolls exert intense pressure and rotation, causing the center of the solid billet to split and form a hollow shell, known as a 'mother tube' or 'hollow.'
2.2. Hot Finishing Methods
Following piercing, the mother tube is dimensionally refined through various hot-working methods:
A. Mandrel Mill Process (For Smaller Diameters)
The hollow shell, with the mandrel still inside, is passed through a multi-stand rolling mill. This continuous rolling simultaneously reduces the outer diameter (OD) and the wall thickness (WT), resulting in a long, multi-length tube. After the mandrel is removed, the tube is reheated and passed through a stretch-reducing mill to achieve the final OD and WT. This produces Hot-Rolled Seamless Pipes, widely used for general structural and fluid transfer applications.
B. Plug Mill Process (For Larger Diameters)
This process is used for larger OD tubes. The hollow shell is rolled over a stationary 'plug' (or mandrel) to reduce the wall thickness, then passed through a reeling machine to improve surface finish and roundness. The tube is finally passed through a sizing mill to meet the specified dimensions.
2.3. Cold Finishing: Achieving Precision and Superior Surface
For applications demanding superior surface quality, tighter dimensional tolerances, and enhanced mechanical properties—such as those in hydraulic systems—the hot-finished pipe undergoes a secondary process known as cold finishing.
This is the distinction between hot finished seamless (HFS) and cold drawn seamless (CDS).
| Feature | Hot Finished Seamless (HFS) | Cold Drawn Seamless (CDS) |
| Temperature | Above recrystallization temperature | At or near room temperature |
| Tolerance | Lower dimensional accuracy, wider tolerance range | High dimensional accuracy, tighter tolerances |
| Surface Finish | Scaly, rougher surface (requires further machining) | Smooth, bright surface (often ready for application) |
| Strength | Lower yield and tensile strength (normalized) | Higher yield and tensile strength (work hardened) |
| Primary Use | Structural, general fluid transport, large diameters | Hydraulic cylinders, precision mechanical parts, small diameters |
The cold-drawing process involves:
-
Preparation: The HFS tube is cleaned, lubricated, and pickled to remove mill scale.
-
Drawing: The tube is drawn (pulled) through a carbide die, often over an internal mandrel. The force permanently changes the pipe's dimensions, 'cold working' the steel, which significantly increases its strength and hardness.
-
Annealing/Heat Treatment: After cold drawing, the material can be heat-treated (e.g., annealed, normalized, or quenched and tempered) to relieve internal stresses and achieve the final mechanical properties required by the specification.
[Anchor 3: Hot-rolled seamless pipes] (HFS) are economical for general use, but when precision is key, the process transitions to cold drawing. For a deeper comparative analysis of production techniques, see our guide on hot finished seamless vs. cold drawn processes.
2.4. Final Stages: Inspection and Quality Assurance
No pipe leaves the factory without rigorous quality control. Key inspection points include:
-
Non-Destructive Testing (NDT): Ultrasonic testing (UT) and Eddy Current (ET) tests are performed to detect longitudinal and transverse defects, inclusions, and wall thickness compliance.
-
Hydrostatic Testing: The pipe is filled with water and pressurized far above the specified working pressure to verify its leak-tightness and structural integrity.
-
Mechanical Testing: Tensile strength, yield strength, elongation, and hardness tests are performed on samples.
III. Material Selection: Matching Alloy to Application
The seamless tube's performance is intrinsically linked to the steel grade chosen. Selection is governed by four factors: corrosion resistance, pressure/temperature tolerance, required strength, and cost.
3.1. The Three Main Categories
A. Carbon Steel Pipes
-
Grades: ASTM A106 Grade B/C, API 5L Grades B, X42, X52.
-
Characteristics: High tensile strength, excellent weldability (for attachment, not the pipe body itself), and cost-effectiveness.
-
Primary Use: General fluid conveyance (water, oil, gas), structural applications, and low-to-medium pressure boiler tubes.
B. Alloy Steel Pipes
-
Grades: ASTM A335 P11, P22, P91 (Chromium-Molybdenum steel).
-
Characteristics: Enhanced strength and creep resistance at elevated temperatures due to the addition of elements like chromium and molybdenum.
-
Primary Use: High-pressure boilers, heat exchangers, power generation, and petrochemical plants where high temperature and corrosive gases are present.
C. Stainless Steel Pipes
-
Characteristics: Unmatched corrosion resistance, excellent hygiene properties, and high strength. These are crucial where corrosive media, high purity, or aesthetic appeal is necessary.
The workhorse of the stainless-steel world is the 300 series. For an in-depth material comparison, refer to our analysis on stainless steel pipe SUS304 and other common grades.
The SUS304 Standard (Cluster Content Focus):
| Property | Details | Relevance to Seamless Pipes |
| Composition | Chromium (18%) and Nickel (8%) (18/8 grade) | Provides superior corrosion resistance in standard atmospheric and mild chemical environments. |
| Corrosion | Excellent resistance to most oxidizing acids. | Essential for food processing, chemical tanks, and architectural supports. |
| Weldability | Excellent. | Highly machinable and formable. |
| Use Case | Most common grade worldwide. | Economical choice for non-marine, non-high-chloride environments. |
For marine environments or highly aggressive chemical services, SUS316/316L (with Molybdenum) must be used for superior pitting and crevice corrosion resistance. A correct selection is paramount; selecting a stainless steel grades like SUS304 where a 316L is needed can lead to catastrophic failure.
3.2. Key Quality Standards and Certifications
International standards ensure material quality and interchangeability:
-
ASTM (American Society for Testing and Materials): Dominant in North America. (e.g., A106 for carbon steel).
-
API (American Petroleum Institute): Crucial for the oil and gas sector. (e.g., API 5L for line pipe).
-
JIS (Japanese Industrial Standards): Important in Asia. (e.g., JIS G3429 for gas cylinders).
-
EN (Euro Norms): Used across Europe.
Meeting these standards means adhering to strict chemical composition limits, mechanical property ranges, and defined testing protocols.
IV. Critical Applications and Sector-Specific Demands
The primary value of seamless pipe is realized in demanding environments where failure is not an option.
4.1. Hydraulic and Pneumatic Systems
Hydraulic cylinders and oil delivery systems represent the pinnacle of precision pipe usage.
The Challenge: A hydraulic cylinder barrel must withstand enormous internal pressures (up to 400 bar or more) while maintaining an extremely smooth internal surface (often ) to ensure piston seal longevity and reliable operation.
Required Seamless Tube Properties:
-
High Yield Strength: The material must resist permanent deformation under peak operating pressure. Grades like ST52, E355, and HC560 HFL are common.
-
Tight ID Tolerance (Honing/Skiving Ready): The inner diameter must be held to precision tolerances (e.g., H8 or H9 in ISO standards) to facilitate final honing or skiving and roller-burnishing processes.
-
Surface Integrity: Must be free of internal defects (laminations, scales) that could damage the piston seals.
The core product here is the seamless tube for delivery cylinder, which is almost universally produced using the cold-drawn or cold-rolled process, followed by stress-relieving or normalizing heat treatment (+SR or +N condition).
[ Seamless tube for delivery cylinder] selection is a balance of strength, fatigue life, and surface finish. For detailed specs on high-pressure cylinder applications, consult our dedicated article on [high-precision cylinder tubes].
4.2. Energy and Petrochemical Industry
-
Line Pipe (API 5L): Used for transporting oil and gas over long distances. Seamless pipe is preferred for high-pressure transmission lines and in difficult terrains due to its reliability.
-
Boiler and Heat Exchanger Tubes (ASTM A192, A213): Must handle extremely high temperatures and pressures (e.g., Superheaters in power plants). Alloy steel seamless tubes (like P91) are essential here for their creep resistance.
4.3. Structural and Mechanical Applications
-
Structural Supports (ASTM A519): Used in construction, machinery, and equipment where a high strength-to-weight ratio is needed, and where uniformity is vital.
-
Drill Collars and Tool Joints: In the drilling industry, seamless pipes form the rugged core of the drill string, enduring extreme torque and tension.
V. Market Dynamics and Procurement Strategy
Navigating the seamless pipe market requires understanding supply chains, price volatility, and global trends.
5.1. Global Seamless Pipe Market Trends
The seamless pipe market is driven by global energy demand, capital expenditure in infrastructure, and the regulatory push for enhanced safety (favoring seamless over welded).
-
Supply Chain Resilience: Post-2020, buyers prioritize suppliers with robust supply chains, minimizing reliance on single regions and securing long-term supply contracts.
-
Technological Shift: Demand is growing for smaller diameter, ultra-high-pressure, and specialty alloy tubes, reflecting advancements in deep-sea drilling and complex chemical processing.
-
Pricing: Prices are heavily influenced by raw steel billet costs (iron ore, coking coal), energy costs for manufacturing (heating/rolling), and global trade tariffs.
For a detailed analysis of price fluctuations, capacity, and key producers, refer to our seamless pipe market trends report.
5.2. Strategic Procurement and Total Cost of Ownership (TCO)
Procurement decisions should not be based solely on unit price. TCO includes initial cost, fabrication cost, inspection cost, and the cost of potential failure.
-
Precision vs. Cost: Choosing hot finished seamless (HFS) may save on initial cost, but if the application requires a smooth bore, the added machining, honing, and scrap costs might make the pre-finished cold drawn seamless (CDS) a more cost-effective choice overall.
-
Certification: Always verify Material Test Certificates (MTCs) to ensure the pipe meets the stated standard (e.g., EN 10204 3.1 or 3.2). A certified pipe minimizes inspection costs and reduces risk.
VI. Related Products: The Pipe Flange Ecosystem
While the primary focus is on seamless pipes, high-volume GSC queries on flange market and flange material indicate a strong user need for information on piping connection elements. We treat this as a highly relevant, essential associated content cluster.
6.1. The Interdependence of Pipes and Flanges
Flanges are the components that join pipes, valves, pumps, and other equipment to form a functional piping system. A pipe flange market overview shows that demand for seamless pipes directly drives demand for corresponding flanges (e.g., Weld Neck, Slip-On, Blind Flanges).
The correct flange type and rating must match the pressure class (e.g., ASME B16.5) and the material of the seamless pipe it connects. You cannot use a low-pressure flange with a high-pressure seamless pipe. Consult our detailed analysis of the global flange market overview.
6.2. Selecting the Right Flange Material (Cluster Link 6)
Just as seamless pipes require specific alloys, the flange material must be compatible with the pipe and the transported medium.
| Flange Material Type | Common Pipe Pairing | Application Focus |
| Carbon Steel (A105) | A106 Gr. B/C Seamless Pipe | General oil, gas, and water service. Most common and cost-effective. |
| Alloy Steel (A182 F11/F22) | A335 P11/P22 Seamless Pipe | High temperature, high-pressure steam and process lines. |
| Stainless Steel (A182 F304/F316) | SUS304/SUS316 Seamless Pipe | Corrosive media, food/beverage, and pharmaceutical applications. |
The most common failure point in a piping system is often the weakest link—and sometimes, that link is an incompatible or poorly specified flange or gasket. Our guide on [Anchor 6: flange material selection] provides the critical parameters for ensuring system integrity.
VII. Conclusion
The seamless pipe is more than a commodity; it is a meticulously engineered component critical to global industrial safety and efficiency. Mastery of its manufacturing processes, material science, and application demands is the key to minimizing risk and maximizing performance. By focusing on certified quality, understanding the nuances between hot finished seamless and cold-drawn processes, and linking pipe selection to critical applications like seamless tube for delivery cylinder, industry professionals can ensure the reliability of their systems for decades to come.